- Africa 1
- Africa 2
- Brazil
- Canada
- China 1
- China 2
- China 3
- Colombia
- Europe 1
- Europe 2
- Kuwait 1
- Kuwait 2
- Kuwait 3
- Kuwait 4

Africa 1
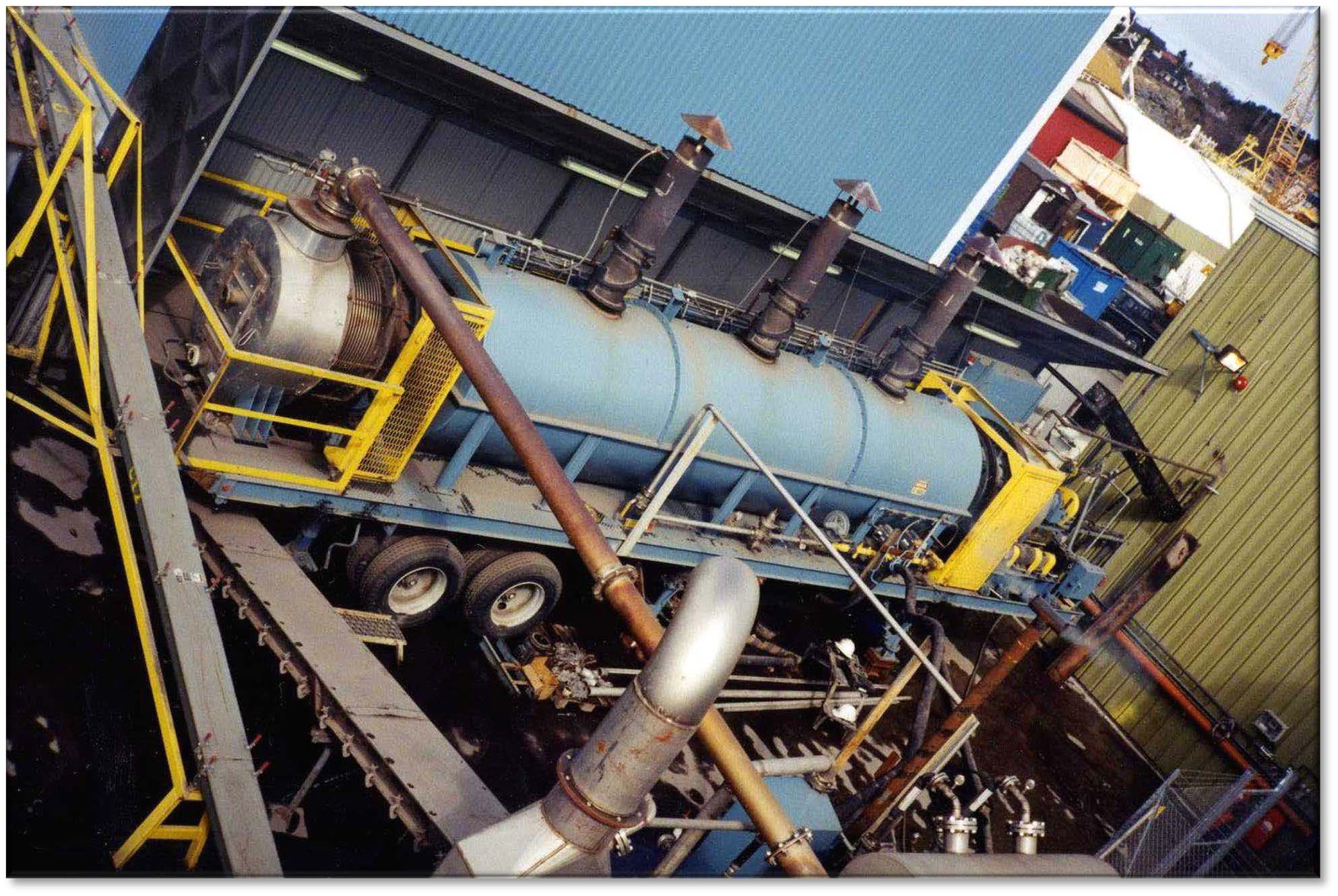
RLC Technologies supplied Zoil Services Limited a 72 inch diameter 48 foot length Indirect Thermal Desorption Unit for the purpose of treating oily and hazardous wastes and soils including but not limited to:
- Crude oil tanker bottoms and marine waste
- Drill cuttings
- Tank bottoms and oily sludge
- Refinery Waste
- Filter Cakes
- Soils contaminated with PAH's, PCB's, Pesticides, TCE, PCE or other chlorinated organic compounds.

Africa 2 (Nigeria)
RLC Technologies delivered an 84” ATDU for Titan Projects Ltd. operations at the Bonny facility in Port Harcourt, Nirgeria for the processing of oily sludges and exploration waste. The unit has been in continuous operation since 2006.

Canada
RLC Technologies was contracted to design build a thermal desorption facility for the de-oiling of spent catalyst. After the oils are removed the catalysts materials are further processed to recover the base metals.

China 1 (中国石油天然气集团公司)
RLC Technologies delivered a pilot scale thermal desorption unit to China for the demonstration of treatment capability for oil refinery waste inside a PetroChina oil refinery. The unit has operated successfully and further expansions are now underway.
China 2 (舟山麦哲伦环保科技有限公司)
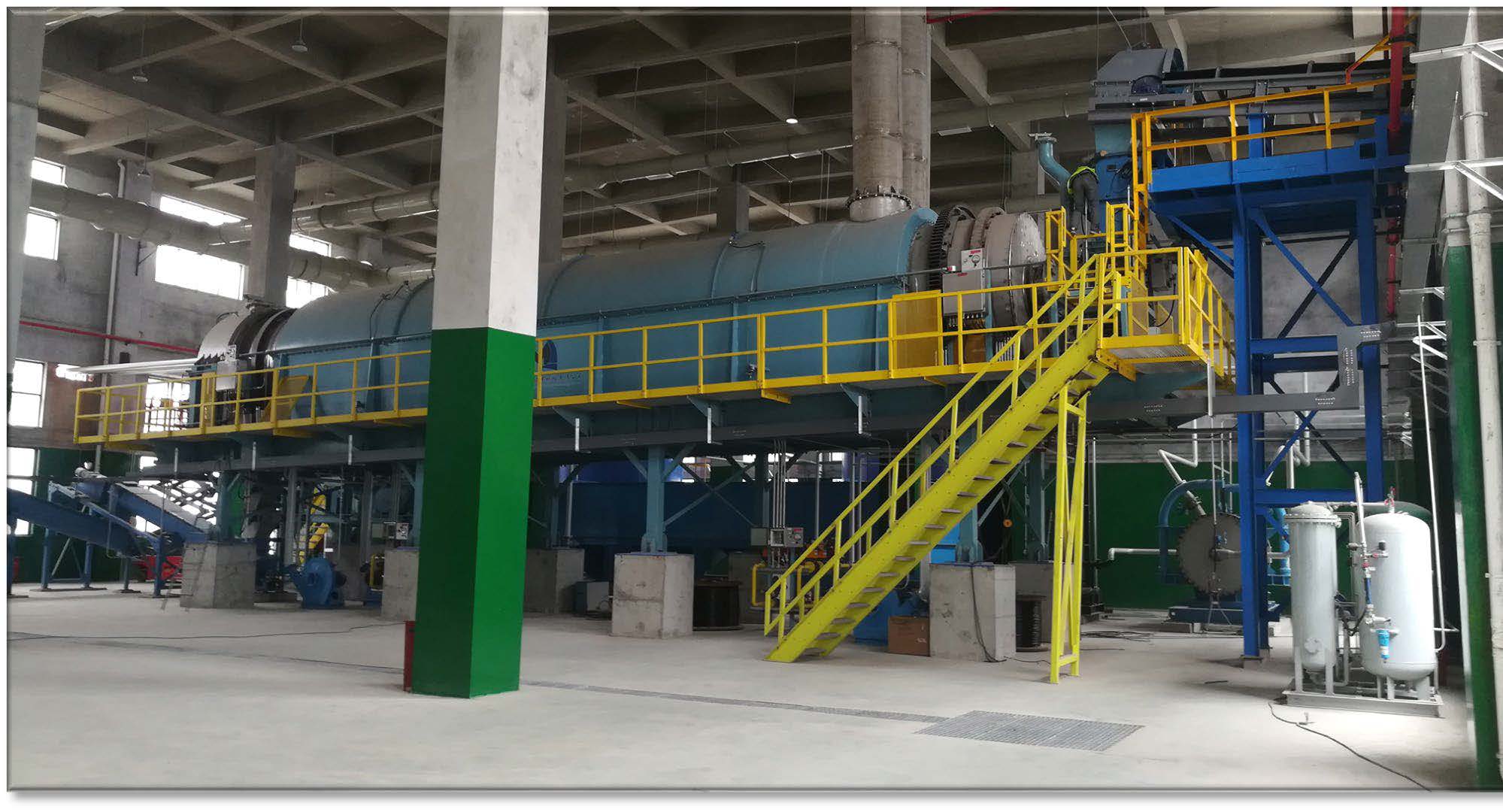
RLC Technologies was contracted by Magellan to deliver our largest ATDU system to date. The unit is built around a 96 inch diameter rotary kiln 56 feet in length. The unit is designed to process 8 tons per hour of heavy tank bottom waste to a clean-up level of less than 0.3 percent hydrocarbons.

China 3 (上海永津环保技术有限公司)
RLC Technologies contracted by YEPS to deliver an ATDU system for the processing of drilling waste in Chinas Sichuan region. The unit is built around a 76 inch diameter drum 48 feet in length. The unit is reducing oil concentration in drilling waste to less than 0.3 percent.

Kuwait 4 (NCC / Kuwait Oil Company)
RLC Technologies was contracted by National Cleaning Company Kuwait to construct an 84” diameter by 56’ length ATDU system for the processing of fresh OBM drilling waste for the Kuwait Oil Company. The plant is fired with No.2 oil and features an RLC built Thermal Oxidizer Unit for the handling of non-condensable vapors.
Norway
RLC Technologies delivered a 42” diameter indirect fired thermal desorption unit to Kristiansund, Norway for the processing of drilling cuttings from the North Sea.

St. Croix, US Virgin Islands
RLC Technologies was contracted by Tetra Process Services to supply one 42” diameter indirect thermal desorption unit for the remediation of oil refinery waste sludges for the Hess Oil refinery in the US Virgin Islands.

UAE 4 (Ruwais 2)
Located near the port in Fujairah, this 42" ATDU system was put into operation in the eastern United Arab Emirates for the processing of tanker bottoms and marine waste. This is the second RLC ATDU unit commissioned by TAKREER at the same location.

UAE 5 (Habshan Expansion)
RLC Technologies was contracted to manufacture equipment to be used for the ADCO drilling operations in Habshan, UAE. The equipment was used to process drill cuttings. The waste was be treated to reduce the Total Petroleum Hydrocarbon (TPH), as per EPA procedures SW846/8015B and 1664, to below an environmentally acceptable limit of 0.5% Weight/Weight and to satisfactorily dispose of or recycle all recovered solids, liquids and other material used in the performance of the Services in compliance with all applicable environmental laws, regulations and also ADNOC / ADCO guidelines. This facility was installed as an expansion to the existing ATDU facility installed the year previous. The two systems operated in parallel.

USA 6 (Waste Management 2)
RLC Technologies was contracted by Waste Management to construct an 84” diameter by 56’ length ATDU system for the processing of petroleum hydrocarbons and contaminated soil. The plant is fired with natural gas oil and features an RLC built Thermal Oxidizer Unit for the handling of non-condensable vapors.

USA 8 (Gadieux Metals Recycling 2)
RLC Technologies was contracted by Gadieux Metals Recycling to construct a 66 inch diameter rotary indirect thermal desorption unit for the processing of oily catalyst waste in their Oklahoma facility. The processed catalysts is subsequently passed along for further processing to recover precious metals.

USA 9 (HydrochemPSC 2 / Marathon Petroleum)
RLC Technologies was contracted HydrochemPSC to deliver a new ATDU system to replace an outdated thermal screw system at the Marathon Petroleum refinery in Garyville Louisiana. RLC supplied a new 54 inch diameter by 48 foot length indirect rotary thermal desorption unit. The unit is processing heavy oil refinery sludge and meeting US EPA delisting requirements.

USA 10 (Carbon Fiber Recycling)
RLC Technologies was contracted Carbon Fiber Recycling to design and build a specialized indirect fired pyrolysis unit for the processing of carbon fiber waste. The unit is utilized in a process which is able to recover virgin quality carbon fiber for resale into the industry.

Europe 2
Commissioned in the spring of 2009, this 54" diameter ATDU system was put into operation in a Petronor oil refinery located in northern Spain. The facility proceses refinery waste from a local centrifuge system as well as biological solids with a high moisture content. The RLCT plant has been in continual use and remains in use today, processing these waste streams. RLC Technologies provided on site support and training during the commissioning period of this equipment and continues to support the operation by providing technical knowledge as needed, and procuring spare parts for our customer.

USA 7
RLC Technologies 84” diameter ATDU system was installed at the Chemical Waste Management Northwest landfill in Arlington, Oregon, processing listed RCRA wastes including tank bottoms and oily sludges. The unit was in operation for more than 10 years before being de-commissioned when the new unit was installed in 2017.

USA 2 (SDS2)
Building on the success of SDS-1, RLC Technologies built a new, higher capacity thermal desorption system for the Tradebe SDS-2 expansion in 2014. The unit remains in continuous parallel operation with SDS-1 processing RCRA listed waste streams and converting them into saleable products.
The ATDU facility offers waste generators an effective and cost-efficient method for recycling organic solid waste that might otherwise be disposed of. Prior to this technology, most organic hazardous waste solids were incinerated in a process designed to destroy the organic content by driving off volatiles and burning excess gases. Alternatively, the ATDU technology extracts the organics from hazardous waste solids to recover viable chemical products.
Most organic solids can be processed, including paint waste, solvent soaked rags, resins, polymers, production debris, refinery waste and discared commercial products. So long as the material is recycled, the process is exempt from Resource Conservation and Recovery Act rules. Rather, once the material has been processed, the generator receives a Certificate of Recycling that affirms the materials have been recycled. The generator then has no further liability.
There are many benefits utilizing this process for organic solid waste. By virtue of receiving a Certificate of Recycling, the material is removed from the solid waste definition in 40CFR261. Putting potentially hazardous chemicals back into industrial process, the environmental friendly process achieves waste minimization and recycling goals by turning waste into a valuable product for industry. Recycled products are now used in numerous industries throughout the US in place of virgin chemicals. The system is even capable of processing materials contained in steel drums and containers, producing recyclable scrap metals for resale.
USA 7
RLC Technologies 84” diameter ATDU system was installed at the Chemical Waste Management Northwest landfill in Arlington, Oregon, processing listed RCRA wastes including tank bottoms and oily sludges. The unit was in operation for more than 10 years before being de-commissioned when the new unit was installed in 2017.

USA 4
As a replacement and upgrade to the existing ATDU system, Waste Management contracted RLC Technologies to build a new 84” diameter x 56’ length ATDU system for their Chemical Waste Management Northwest facility in Arlington, Oregon. The system was designed with custom feed and discharge systems. RLC also designed and built a tank farm with more than 200,000 gallons of storage capacity including a custom water filtration and carbon absorption unit.

Singapore 2
Expanding on the success of RLCs first unit in Singapore, this second ATDU was put into parallel operation on the Singapore Clean Seas project for the remediation of tanker bottom sludge and marine wastes. This operation is notable for its successful processing of heavy, long chain hydrocarbons.

Oman 2
The 66" Diameter ATDU system is operated by Tradebe in the service of the PDO (Petroleum Development Oman). The unit is processing OBM drilling waste at a maximum rate of 8 metric tons per hour.

Oman 1
The 54" Diameter ATDU system is operated by Tradebe in the service of the PDO (Petroleum Development Oman). The unit is processing OBM drilling waste at a maximum rate of 5 metric tons per hour.

Mexico
The first ATDU designed and built for operations outside the US, this 84” diameter ATDU operated in Villahermosa, Mexico processing drilling waste at a rate of 8-10 tons per hour. The unit went into operation in the late 1990’s.

Kuwait 3
The third ATDU supplied by RLC Technologies entered the service of the Kuwait Oil Company in 2016. Crude contaminated soil was processed at a rate of up to 5 tons per hour.

Colombia
RLC Technologies delivered a 42” diameter x 40’ length indirect thermal desorption unit to Colombia to process soils which remained after a failed attempt at bio-remediation. Processing rate was 1.5 tons per hour.

Brazil
RLC Technologies portable direct fired thermal desorption system was deliv ered to Brazil for the remediation of hydrocarbon contaminated soil. The unit went into operation in 2008. C apacity was 15-20 tons per hour.

USA 1 (SDS1)
Commissioned in 2004, the Tradebe SDS-1 unit has been in operation for more than 15 years processing RCRA listed waste streams and converting them into saleable products.
The ATDU facility offers waste generators an effective and cost-efficient method for recycling organic solid waste that might otherwise be disposed of. Prior to this technology, most organic hazardous waste solids were incinerated in a process designed to destroy the organic content by driving off volatiles and burning excess gases. Alternatively, the ATDU technology extracts the organics from hazardous waste solids to recover viable chemical products.
Most organic solids can be processed, including paint waste, solvent soaked rags, resins, polymers, production debris, refinery waste and discared commercial products. So long as the material is recycled, the process is exempt from Resource Conservation and Recovery Act rules. Rather, once the material has been processed, the generator receives a Certificate of Recycling that affirms the materials have been recycled. The generator then has no further liability.
There are many benefits utilizing this process for organic solid waste. By virtue of receiving a Certificate of Recycling, the material is removed from the solid waste definition in 40CFR261. Putting potentially hazardous chemicals back into industrial process, the environmental friendly process achieves waste minimization and recycling goals by turning waste into a valuable product for industry. Recycled products are now used in numerous industries throughout the US in place of virgin chemicals. The system is even capable of processing materials contained in steel drums and containers, producing recyclable scrap metals for resale.

UAE 3
Located near the port in Fujairah, this 42" ATDU system was put into operation in the eastern United Arab Emirates for the processing of tanker bottoms and marine waste.

UAE 2
RLC Technologies contracted to manufacture equipment to process material derived from drilling operations in Habshan, UAE. The equipment was used to process drill cuttings. Project requirements per contract exert: The typical composition of the Waste cuttings or Sludge, is as follows:
- Solids Content: ±70% Volume/Volume
- Oil Content: ±25% Volume/Volume
- Water Content: ±5% Volume/ Volume
The above mentioned Waste was treated to reduce the Total Petroleum Hydrocarbon (TPH), as per EPA procedures SW846/8015B and 1664, to below an environmentally acceptable limit of 0.5% Weight/Weight and to satisfactorily dispose of or recycle all recovered solids, liquids and other material used in the performance of the Services in compliance with all applicable environmental laws, regulations.

Kuwait 2
RLC Technologies was contracted by National Cleaning Company to construct an 84” diameter by 56’ length ATDU system for the processing of OBM contaminated drilling waste for the Kuwait Oil Company. The unit is the second ATDU provided to this customer in Kuwait and will service the Kuwait Oil Company. The plant is fired with No.2 oil and features an RLC built Thermal Oxidizer Unit for the handling of non-condensable vapors.

Kuwait 1
RLC Technologies contracted to manufacture equipment to process drill cuttings, crude oil and waste from the ’91 war. The RLCT plant has been in continual use and remains in use today, processing these waste streams. RLC Technologies continues to support the equipment by providing technical knowledge as needed, and procuring spare parts for our customer. Cleanup criteria was 1% (~10,000 mg/L)

Russia
RLC Tchnologies was contracted by Argus Limited to construct a 54” diameter ATDU system to be installed in the Lukoil owned oil refinery in Perm, Russia. The unit is designed to process oily refinery waste at a rate of 2 metric tons per hour. A pre-mixer was provided to homogenize the various feed materials entering the system. Solids exiting the ATDU system travel to an adjoining briquetting facility for stabilization of heavy metals prior to disposal. Due to the extreme climate of the region (winter temperatures as much as -40oC) the unit is installed inside a building. Local regulations required that the ATDU system be built fully explosion proof (Ex d or NEC Class 1 Division 1) and feature a continuous emissions monitor system (CEM). The unit was built to all required Russian regulatory codes for GOST-R certification. Cleanup criteria was 0.5% (5,000 ppm)

USA 3
RLC Technologies was contracted by HydrochemPSC to supply an ATDU system for a hazardous material recycling facility located in Norco, Louisiana. The facility processes RCRA listed wastes from the Shell and Valero refineries, as well as outside sources. The RLCT plant has been in continual use since 2009 and remains in use today, processing and de-listing these waste streams at an average rate of 1.5 to 2 tons per hour. RLC Technologies continues to support the equipment by providing technical knowledge as needed, and procuring spare parts for our customer. Primary waste streams include: Petroleum Hydrocarbon Sludge Filter Cake.

Europe 1
Commssioned in the spring of 2008, this 66" diameter ATDU system was put into operation in an oil refinery located in southern Spain. The ATDU treats oily sludge waste received from a centrifugation unit as well as biological solids and TPH soils. The RLCT plant has been in continual use and remains in use today, processing these waste streams. RLC Technologies continues to support the equipment by providing technical knowledge as needed, and procuring spare parts for our customer. Cleanup criteria was 1% (10,000 ppm)

UAE 1
Commissioned for the Ruwais Central Environment Protection Facility (BeAAT) in the United Arab Emirates, this 54" ATDU system was put into operation in the fall of 2008. The equipment is used to process petroleum hydrocarbon sludge, filter clays and contaminated soils from the Takeer facility located in Ruwais, UAE. The RLCT plant has been in continual use and remains in use today, processing these waste streams. RLC Technologies provided on site support for the equipment and training for the operation of the Thermal Desorption System. RLC Technologies also provides ongoing support and spare parts for our customer.

Saudi Arabia
This ATDU system was a World Bank funded project for the processing of drill cuttings and the remediatoin of crude oil contaminated sands and soils.

Singapore 1
Three separate ATDU systems were put into operation for the remediation of tanker bottom sludge and marine wastes. This operation is notabe for its succesful processing of heavy, long chain hydrocarbons.

Malaysia
RLC Technologies provided a 54" Indirect Thermal Desorption Unit to Tex-Cycle for the processing of RCRA wastes including:
- Oily rags & discarded commercial products
- Paints
- Resins
- Polymers
- Pyrolysis of assorted plastics
Materials are shredded to 2" parts prior to feed into the ATDU.

Singapore 3
RLCT Technololgies, Inc. supplied a 54" diameter Indirect Thermal Desorption Unit for the processing of oily wastes, tank bottoms, drill cuttings and marine sludge.

USA 5
RLC Technologies was contracted by Veolia North America to construct a 96” diameter by 48’ length ATDU system for the processing of tank bottoms, oily sludge and refinery waste. The 96” ATDU is the largest diameter systen built by RLC to date. The plant is fired with natural gas and features an RLC built Thermal Oxidizer Unit for the handling of non-condensable vapors.